






Продукция



![[Комментарий] Решительно двигаясь вперед вместе, стремясь к цели с единым сердцем и разумом, отправляясь в новое путешествие.](https://cdn.cnyandex.com/7kgrvmr/uploads/1230-2.jpg)
![[В центре внимания – две сессии уезда Ичэн] Торжественно открылась шестая сессия 17-го Народного собрания уезда Ичэн](https://cdn.cnyandex.com/7kgrvmr/uploads/1230-1.jpg)












Фланец
Фланец PE (фланцевый разъем) специально спроектирован для системы трубопроводов HDPE и изготовлен из полиэтиленового сырья высокой плотности класса PE100, разделенного на два типа соединений: термоплавленная вставка и термоплавленная стыковка.
Описание
маркер
Фланец
Фланец PE (фланцевый разъем) специально спроектирован для системы трубопроводов HDPE и изготовлен из полиэтиленового сырья высокой плотности класса PE100, разделенного на два типа соединений: термоплавленная вставка и термоплавленная стыковка. Продукт реализует надежное переходное соединение трубопровода HDPE с металлическим клапаном, корпусом насоса или трубопроводом из другого материала, обладает превосходной стойкостью к давлению, ударопрочностью и химической стабильностью, подходит для муниципального водоснабжения, промышленной транспортировки жидкости, газовых трубопроводов и других сценариев, долгосрочная рабочая температура - 20°C ~ + 40°C, максимальное рабочее давление PN16 (1,6 мпа).
Структура продукции
Основной материал: полиэтилен высокой плотности класса PE100 (соответствует стандарту GB / T 13663 - 2017)
Подключение:
Конец трубы: термоплавленное подшипниковое соединение для труб dn20 - dn110pe; Термоплавкое стыковочное соединение реализует торцевое сварное соединение труб через специальный сварочный аппарат, подходящий для труб dn63 - dn630PE.
Фланцевый конец: стандартный фланец, соединенный с парными фланцевыми болтами, с резиновой прокладкой (фланцевой прокладкой) для использования.
Особенности продукции
Конструкция с нулевым сроком службы обслуживания, материал PE, устойчивый к кислотно - щелочной коррозии, стойкий к ультрафиолетовому старению, срок службы ≥50 лет, общая стоимость на 40% ниже, чем стальной фланец.
Инструкции по установке
Очистите фланцевые болтовые отверстия и уплотнения и проверьте соответствие корней фланца PE уровню давления трубы.
Торцевая разрезка трубопровода должна быть ровной (наклонение 0,1°), удалять заусенцы и маркировать линию глубины плавления.
Термоплавкий монтаж
Нагрев на конце трубы: равномерное нагревание наружной стенки трубы и внутренней стенки подъёмного порта с использованием трубчатого термоплава (210±10°C).
Подключение:
Трубка нагревается до расплавленного состояния и быстро вставляется в подшипник до ограничительного упора, поддерживая осевое давление в течение 30 секунд.
Во время естественного охлаждения запрещается скручивание или нагружение (контрольный диаметр трубы по времени охлаждения - таблица времени).
термоплавленная стыковая установка
Торцевое фрезерование: фрезерование труб с торцом фланцевого корня с помощью стыковочного сварочного аппарата до полной выравнивания.
Горячая сварка:
Температура нагревательной пластины установлена на 220 ± 5 ° C, обе стороны плавятся синхронно, образуя равномерное опрокидывание.
Быстрое удаление нагревательной пластины и стыковка под давлением, время охлаждения под давлением ≥ диаметр трубы × 1,5 минуты (DN300 должен охлаждаться 7,5 минуты) должно быть скорректировано в соответствии с температурой окружающей среды, чтобы правильно продлить время охлаждения.
Правило крепления фланца
Закручивать болты три раза в диагональном порядке (50% → 80% → 100% номинального крутящего момента).
Окончательное сжатие уплотнительной прокладки должно достигать 25% - 30%, а зазор уплотнительной поверхности должен быть проверен с помощью пробки на уровне 0,1 мм.
связаться с нами
Сопутствующие популярные продукты

Заглушка для трубы
Заглушка петли изготовлена из полиэтилена высокой плотности (HDPE / PE100) путем литья и формования материала, через термоплавку, стыковочное соединение с термоплавом, чтобы закрыть порт трубопровода PE, подходит для систем подачи воды, газа, сельскохозяйственного орошения и химической транспортировки, рабочее давление до 1,6 мпа, в соответствии с GB / T 13663.
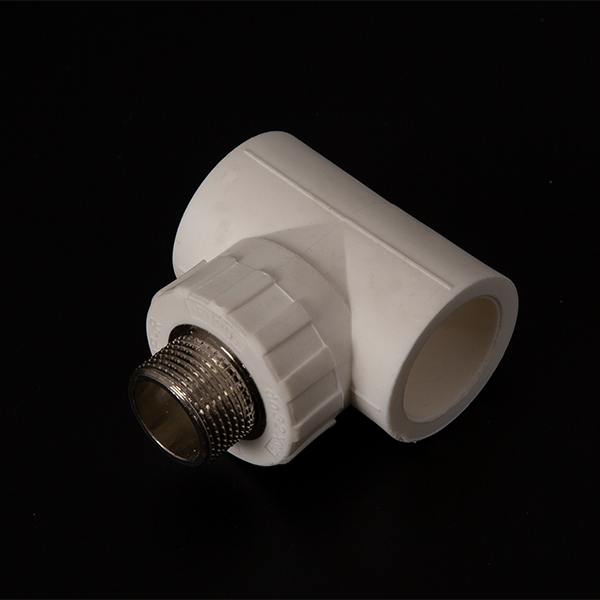
Тройник с внутренней и наружной резьбой PPR
Внутренняя и внешняя нити PPR используют корпус нерегулируемой сополимеризации полипропилена (PPR), интерфейс внутренней или внешней резьбы с интегрированным металлом (латунь / нержавеющая сталь) для соединения ветвей трубопровода PPR с металлическим клапаном, прибором или другими резьбовыми трубами, подходящим для транспортировки холодной горячей воды (95°C), чистой воды и слабой коррозионной среды, рабочее давление PN20 (2.0 мпа), в соответствии с GB / T 18742.

Центробежный фильтр
Центробежный фильтр в основном используется для первичной фильтрации пескосодержащего потока воды, отделяя частицы песка и другие более тяжелые примеси из водоема под действием центробежной силы, создаваемой высокоскоростным потоком воды. Он изготовлен из сварной стальной пластины и состоит из двух частей, верхняя часть – центробежный корпус, а нижняя часть – резервуар для сбора песка.

Соединитель с внешней резьбой
Соединитель ПВХ-U с внутренней/внешней резьбой с муфтовым интерфейсом на одном конце и внутренней/внешней резьбой на другом конце используется для соединения трубопровода ПВХ-U с металлическими/пластиковыми фитингами с внутренней/внешней резьбой, применяется для холодной воды с температурой ≤45℃, рабочее давление до PN16 (1.6MPa), в соответствии со стандартами гигиены питьевой воды (GB/T 17219).

Отвод PPR
Изгиб PPR изготовлен из неконтролируемого сополимерного полипропилена (PPR) для литья материала, рулевое управление трубопроводом осуществляется с помощью изгибной конструкции под углом 90°, 45° или другим настраиваемым углом, приспособленной к холодной горячей воде (95°C), чистой воде и транспортировке слабой коррозионной среды, рабочее давление PN20 (2.0 мпа), соответствует GB / T 18742 (система трубопроводов PPR для холодной и горячей воды), подходит для систем водоснабжения и канализации, отопления и кондиционирования воздуха и промышленных трубопроводов.
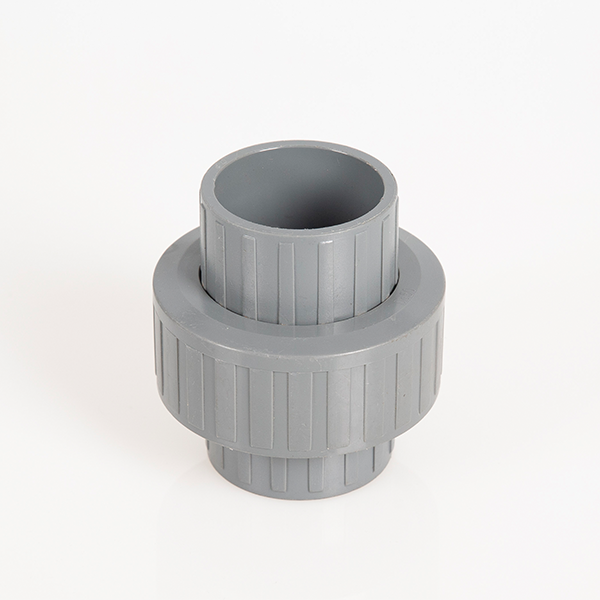
Медный шаровой кран с муфты разборном
Двухходовой медный шаровой клапан PPR использует корпус клапана PPR + конструкцию сердечника из медного сплава, на обоих концах интегрирована живая замковая головка и съемные уплотнительные сборки, приспособлена к быстрому открытию и закрытию системы трубопроводов PPR и ремонту и разборке, рабочее давление PN20 (2.0MPA), температуростойкость 0°C ~ 95°C, соответствует гигиеническим стандартам питьевой воды GB / T 17219.

Капельная лента со встроенным патчем
Лента для капельного орошения в настоящее время является наиболее эффективным способом экономии воды в засушливых районах и районах с дефицитом воды, а коэффициент использования воды может достигать 95%. Капельное орошение имеет более высокий эффект экономии воды и повышения урожайности, чем дождевание, и может быть совмещено с внесением удобрений, чтобы повысить эффективность удобрений более чем в два раза.

Соединитель с внутренней и наружной резьбой
Внутренняя и внешняя проволока PE непосредственно (прямая внутренняя и внешняя проволока PE) использует основную часть полиэтилена высокой плотности (HDPE / PE100), с одним концом интегрированного металлического интерфейса с внутренней или внешней резьбой, для прямой стыковки трубопроводов PE с металлическими / пластиковыми трубами, подходит для систем орошения питательной воды, химической и сельскохозяйственной, рабочее давление до 1,6 мпа.
Соединитель труба
ПВХ – U представляет собой прямопроходные трубы, используемые для соединения двух коаксиальных трубопроводов ПВХ – U и поддержания плоского удлинения трубопроводов, подходящих для систем водоснабжения, сельскохозяйственного орошения и промышленного переноса жидкости, в соответствии с гигиеническими стандартами питьевой воды (GB / T 17219), рабочее давление до PN16 (1,6 мпа), холодная среда с температурой 45°C.
Заглушка для трубы PPR
Заглушка PPR (также известная как крышка трубы) изготовлена из неконтролируемого сополимерного полипропилена (PPR) для литья материала, закрывает порт трубопровода методом термоплавления, приспосабливается к системе холодной горячей воды (95°C), чистой воды и слабой коррозионной среды, рабочему давлению PN20 (2.0 мпа), соответствует GB / T 18742, подходит для торцевания трубопровода, резервирования защиты интерфейса или тестирования давления системы.

Обводное колено PPR
При изгибе моста PPR используется нерегулярная конформация полипропилена (PPR) в одном литье, через дугообразную мостовую конструкцию для достижения перекрестного перехода трубопровода, избегая концентрации напряжений, вызванной прямым перекрытием трубопровода, приспосабливаясь к холодной горячей воде (95°C), чистой воде и транспортировке слабой коррозионной среды, рабочее давление PN20 (2.0мпа), в соответствии со стандартами гигиены питьевой воды GB / T 17219.

Отвод с внутренней и наружной резьбой PPR
Изгибы внутренней и внешней проволоки PPR используют комбинацию неупорядоченного сополимерного полипропилена (PPR) основной части и резьбового интерфейса металла (латунь / нержавеющая сталь) для регулировки направления трубопровода (90° / 45°) и переходного соединения с металлическими / пластиковыми трубами, адаптированного к холодной горячей воде (95° C), чистой воде и транспортировке слабокоррозионных диэлектриков, рабочее давление PN20 (2.0 мпа) в соответствии с гигиеническими стандартами GB / T 17219 для питьевой воды.

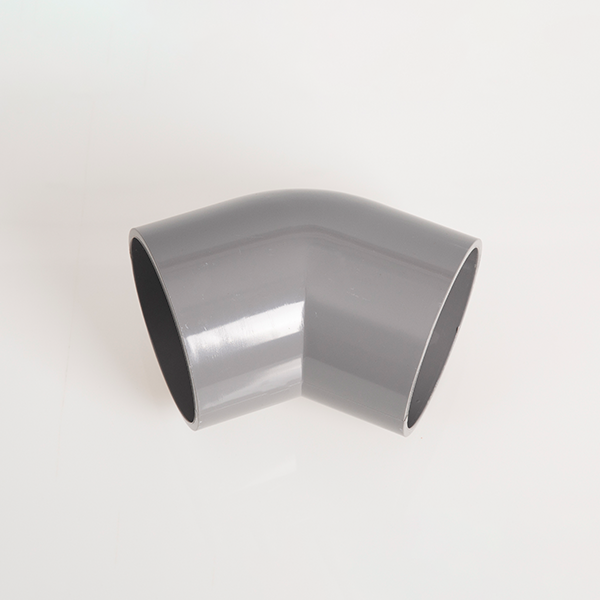
Отвод
Изгибы PE изготовлены из полиэтилена высокой плотности (HDPE / PE100) для изменения направления жидкости в полиэтиленовых трубопроводах, приспособлены к системе орошения питательной воды, газа, химической и сельскохозяйственной продукции, имеют сильную коррозионную стойкость, рабочий температурный диапазон – 20°C ~ 60°C, класс давления достигает 1,6 мпа, соответствует стандарту GB / T 13663.

Прямой шаровой кран
Шаровой клапан с прямым отверстием ПВХ – У с использованием вставного сцепления, конструкция полного прохода без гидравлического сопротивления, подходит для трубопроводов dn20 – dn110, специально предназначенных для системы холодной воды (45°C), соответствует гигиеническим стандартам питьевой воды.
Труба для радиаторного отопления PE-RT
PE-RT лучистого пола отопления труба является новым типом высокотемпературных несшитого полиэтилена материал трубы на основе обработки, может быть использован для отопления, питьевой новой трубы, реализация Министерства строительства выдается соответствующим “горячей и холодной воды с термостойким полиэтиленом (PE-RT) трубопроводной системы” отраслевой стандарт CJ/175-2002, сырье используется имеют уникальную молекулярную структуру, так как иметь хорошую устойчивость к давлению воды производительности.
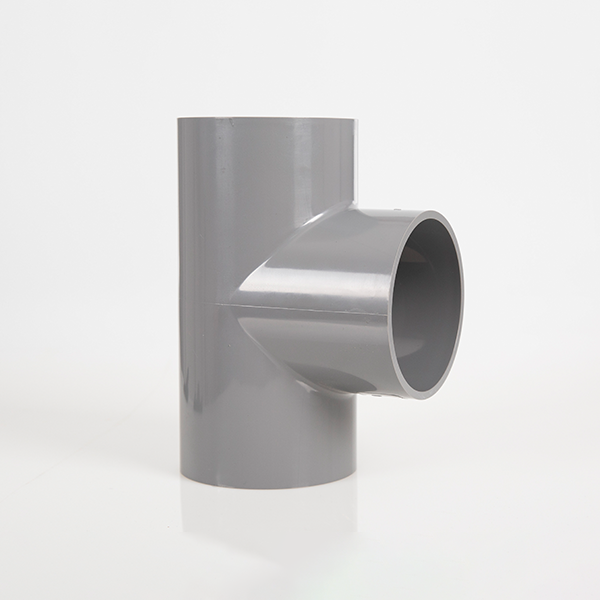
Тройник
Тройник для водоснабжения PVC-U изготовлен из твердого поливинилхлорида (PVC-U), используется для соединения ветки трубопровода, подходит для систем водоснабжения, дренажа и сельскохозяйственного орошения, в соответствии со стандартами здоровья питьевой воды (GB/T 17219), применимая температура ≤ 45 ℃ холодной воды, рабочее давление до PN16 (1.6MPa).